
Полезные статьи
Читать все статьи
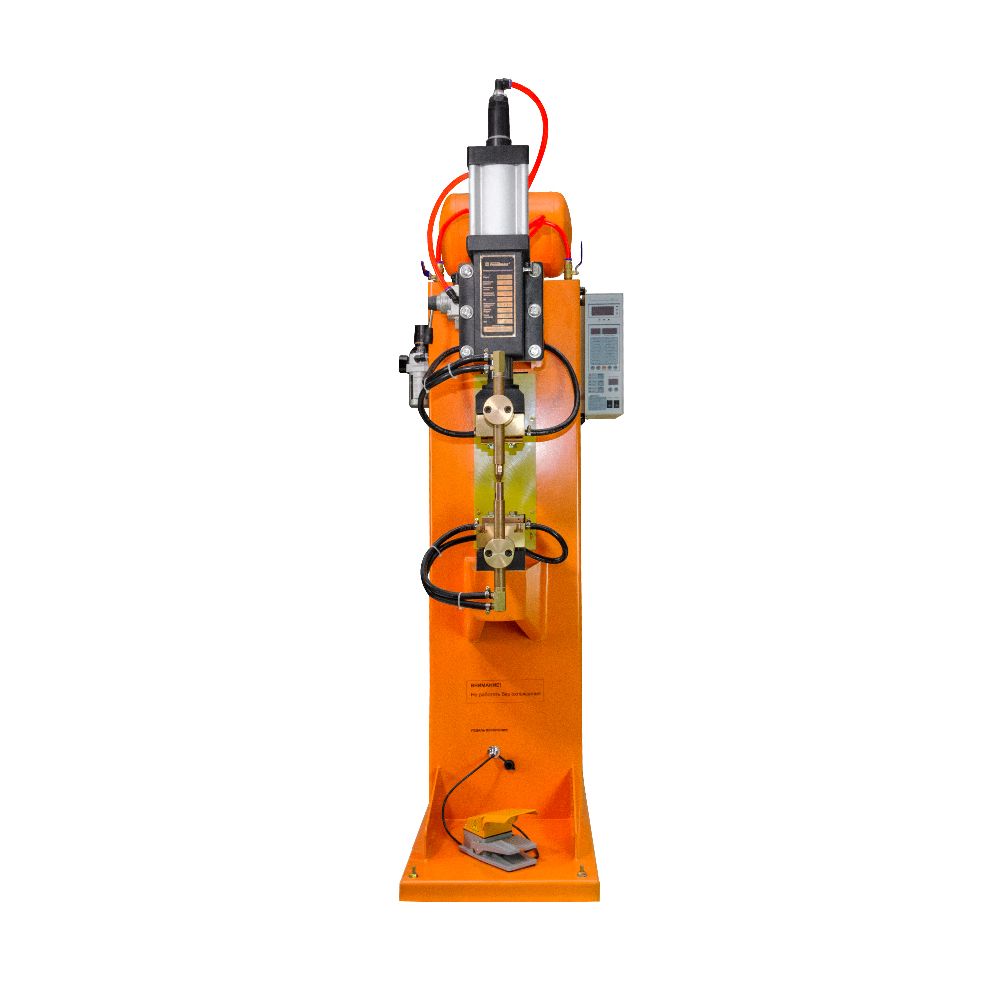
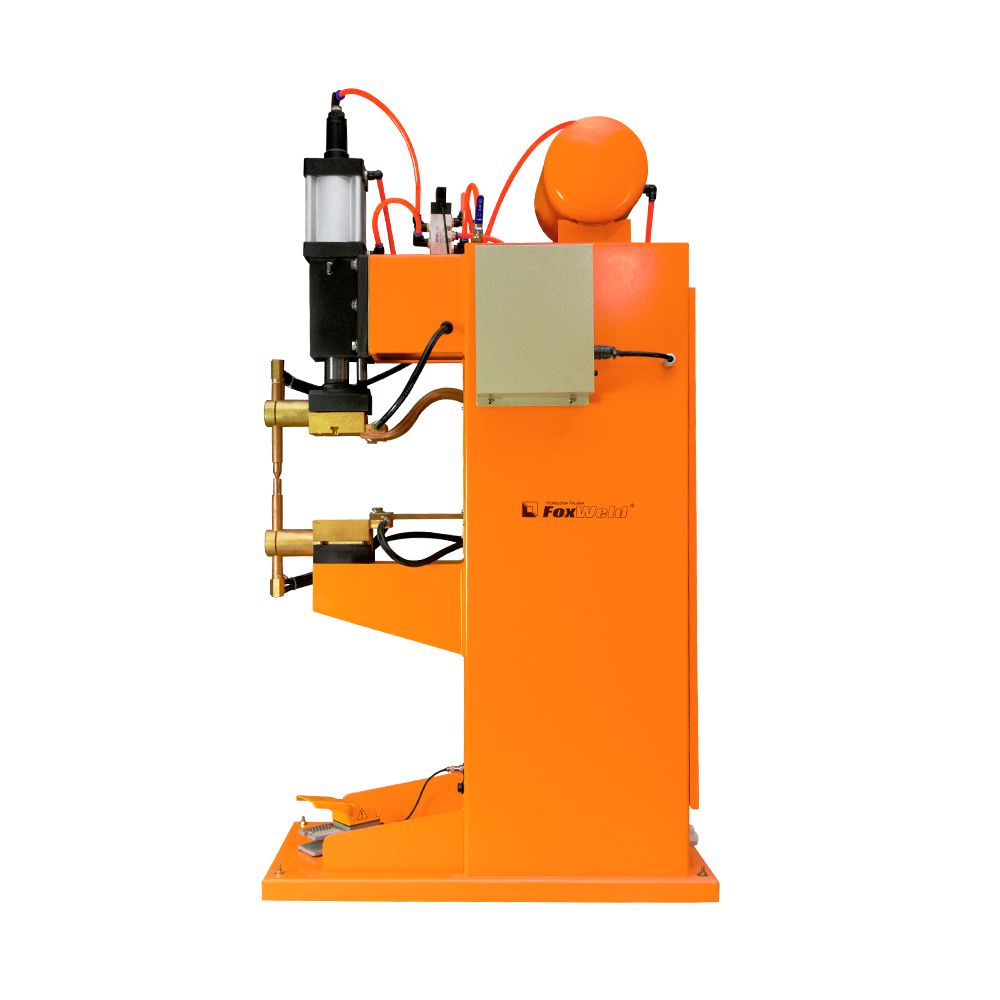
Машина контактной сварки МТ-100 (пр-во FoxWeld/КНР)






Характеристики товара
Производитель:
FoxWeld
Артикул:
3090
Вес, кг:
410
Серия:
FoxWeld
Цифровой дисплей:
да
:
4607193754985
Гарантия, мес.:
24
Напряжение питающей сети, В:
400
Страна-изготовитель:
КНР
Количество фаз:
2
Продолжительность включения ПВ, %:
20
Вылет электродов, мм:
450
Низкоуглеродистая сталь, мм:
5,0 + 5,0
Максимальнная мощность, кВа:
100
Максимальный первичный ток, А:
263
Максимальное усилие сжатия, Н:
8000
Диапазон сварочного напряжения, В:
0,5 - 7,6
Ход электродов, мм:
80
Привод сжатия электродов:
пневматический
Тим охлаждения трансформатора:
жидкостный
Тип охлаждения электродов:
жидкостный
Расход охлаждающей жидкости, л/мин:
8
Номинальный первичный ток, А:
117,6
Максимальный вторичный ток, А:
20000
Продолжительный сварочный ток, А:
8944
Максимальное раскрытие электродов, мм:
80
Номинальное раскрытие электродов, мм:
30
Тип охлаждения симисторов / тиристоров:
жидкостный
Тип охлаждения плечей:
жидкостный
Вес товара в упаковке, кг:
454
Габариты упаковки ДхШхВ, мм:
1116x620x2000
Тип охлаждения трансформатора:
жидкостный
967 610
₽
Машина контактной сварки МТ-100 предназначена для получения неразъёмных соединений из конструкционных сталей, а также для ограниченного спектра алюминиевых сплавов. МТ-100 разработана с учётом наиболее важных производственных требований, таких как компактность; малый вес при относительно большой мощности; простота управления. Это надежная установка, предназначенная для использования на промышленных предприятиях. Машина контактной сварки МТ-100 является высокопроизводительным оборудованием с широкими технологическими возможностями. Машина оснащена сварочным контроллером высокой мощности. Встроенный контроллер позволяет устанавливать параметры, составлять и контролировать технологические программы сварки, обеспечивает сохранение технологических программ (позволяет растягивать по времени включение и выключение сварочного тока) и возможность оперативного их использования, при необходимости, с минимальным временем выбора. Машина оборудована специальным устройством, позволяющим контролировать силу сварочного тока в реальном масштабе времени работы оборудования. Возможен оперативный показ на мониторе количества сваренных точек (счётчик точек).МИКРОПРОЦЕССОРНОЕ УПРАВЛЕНИЕ: Микропроцессорный контроллер режимов сварки позволяет бесступенчато регулировать сварочный ток, время сварки, время спада тока.ПНЕВМАТИЧЕСКИЙ ПРИВОД СЖАТИЯ: Пневматический привод позволяет быстро и без особых усилий производить сварку изделий.ПРЕИМУЩЕСТВА:Микропроцессорное управлениеПневматический привод сжатияБольшой сварочный токЖидкостное охлаждение электродовФУНКЦИОНАЛЬНЫЕ ОСОБЕННОСТИ:КОНТРОЛЛЕР ЦИКЛА СВАРКИ: 1. Контроль и корректировка заданных значений времени предварительного сжатия, сжатия, времени импульса тока и паузы, проковки в периодах переменного тока от 0-250, силы тока в процентах от максимального, а также количество импульсов в циклограмме и количество повторений выбранной программы.2. Контроль и компенсация потерь мощности во вторичном контуре вследствие наличия на свариваемых деталях ржавчины и незначительных загрязнений. Эта система включается в работу, когда полное сопротивление вторичного контура в момент сварки колеблется. При колебании Z в пределах 15% позволяет достигать минимальных колебаний вторичного тока порядка 2% от заданного сварочного тока.3. Функция подсчета количества сваренных точек. С помощью которой достаточно просто вести статистику износа электродов и амортизации машины.4. Отображение установленных параметров сварки, а также текущих параметров в процессе прохождения цикла сварки.5. Запись и хранение программ сварки с возможностью моментального вызова из памяти.6. Самодиагностика и система защиты внутренних узлов от скачков напряжения внешней сети, а также перегрева силовых токоведущих модулей.ОРГАНЫ УПРАВЛЕНИЯ И ИНДИКАЦИИ: Организация органов управления и исполнительных механизмов достаточно проста. Условно узлы машины можно распределить на три контура:- контур сжатия;- вторичный токоведущий контур;- контур управления и контроля над циклом сварки.Контур сжатия представляет собой пневматическую систему, состоящую из блока подготовки воздуха, блока клапанов с отсечным клапаном, силового пневмоцилиндра с дросселем плавности движения.Вторичный токоведущий контур состоит из входного силового контура, силового трансформатора и вторичного контура.Контур управления включает в себя контроллер цикла сварки, исполнительные элементы: водоохлаждаемые тиристоры, катушки управления раскрытием клапанов.КОМПЛЕКТАЦИЯ: Машина контактной сварки МТ-100 – 1 шт.; Сварочные электроды (уже установлены в машине) – 2 шт.; Инструкция по эксплуатации – 1 шт.; Гарантийный талон – 1 шт.*Производитель оставляет за собой право менять комплектацию оборудования.
Вес аппарата, кг 380 Время сварки, с 0.02~5 Вылет электродов, мм 450 Давление воздуха внешней магистрали, Мпа 0,6 Максимальная мощность, кВа 100 Максимальное раскрытие электродов, мм 80 Максимальное усилие сжатия, H 8000 Максимальный вторичный ток, А 20000 Максимальный первичный ток, А 263 Минимальное сечение кабеля подключения, мм2 25 Напряжение, В 400 Номинальная мощность, кВа 100 Номинальное раскрытие электродов, мм 30 Номинальный первичный ток, А 117,6 Охлаждение плечей Жидкостное Охлаждение симисторов/тиристоров Жидкостное Охлаждение трансформатора Жидкостное Охлаждение электродов Жидкостное ПВ % (Цикл минут) 20 Привод сжатия электродов Пневматический Продолжительность включения (ПВ), % 20 Продолжительный сварочный ток, А 8944 Размер машины ДхШхВ, мм 1125*460*2070 Расход охладителя, л/мин 8 Расход охлаждающей жидкости, л/мин 8 Сварочное напряжение, В 0.5~7.6 Сечение кабеля питающей сети, мм2 25 Ступеней мощности Бесступенчатая Толщина свариваемых листов внахлёст, мм 5+5 Толщина свариваемых прутков крестообразно, мм от 1,5+1,5 до 12+12 Управление процессом Контроллер РС-10 Ход электродов, мм 80 Блок жидкостного охлаждения Foxweld KC-20 артикул 6554
Похожие товары




Вы недавно смотрели:






{kind=link}
{kind=link}
{kind=link}